Belirli bir oksijen konsantrasyonu için her çözünmüş oksijen sensörü aynı çıkış sinyalini üretmez. Aynı sensör tipi (polarografik veya optik) için bile, her bir sensör fiziksel özellikleri, malzeme bileşimi ve membran üretimi açısından küçük farklılıklar gösterir. Polarografik sensörlerde ise elektrolitin yaşlanması, ölçüm akımının zamanla yavaşça azalmasına neden olur.
Bu farklılıklar bir araya geldiğinde, sensör çıkışının sensörden sensöre küçük değişiklikler göstermesine yol açabilir. Bu nedenle her sensörün, çıkış akımı ile oksijen konsantrasyonu arasındaki ilişkiyi tanımlayan kendine özgü bir karakteristik eğrisi (eğim – slope) vardır. Yüksek ölçüm doğruluğunu koruyabilmek için, transmiter çıkışının sensörün sıfır akımına ve eğimine düzenli aralıklarla uyarlanması (kalibre edilmesi) gerekir.
Sensör Sıfır Kalibrasyonu
Oksijen sensörünün %0 oksijen konsantrasyonundaki sıfır akımı öncelikle kalibre edilmelidir. Normalde sıfır akım ihmal edilebilir derecede küçüktür ve transmiterin sıfır noktası ile neredeyse aynıdır. Buna rağmen, sensör sıfır akımı periyodik olarak kontrol edilmelidir; özellikle düşük oksijen konsantrasyonlarının ölçümünden önce.
Sıfır nokta kalibrasyonu saf azot ortamında veya azot ile doyurulmuş suda gerçekleştirilebilir. Bir diğer alternatif ise yeni hazırlanmış %2’lik sodyum sülfit çözeltisinin kullanılmasıdır. Her durumda sensör ucu %0 oksijen ortamına maruz bırakılmalıdır.
Suyun azot ile doyurulması zaman alıcı olabilir; bu nedenle saf azot gazı ile yapılan kalibrasyon daha hızlı ve daha güvenilirdir. Azot gazı sensör ucunun üzerinden akmalıdır. Sıfır nokta yaklaşık 2–3 dakika sonra okunabilir.
Modern oksijen sensörleri “sıfır akım içermeyen” yapıda olduklarından, sıfır nokta kalibrasyonu çoğu zaman atlanabilir; ancak en azından ilk kalibrasyon sırasında mutlaka yapılmalıdır. Günümüzde çözünmüş oksijen (DO) transmiterlerinin çoğu yazılım tabanlıdır ve oksijen sensör verilerini sensör istatistikleri için referans değerler olarak saklayabilir. Bu veriler; eğim ve sıfır nokta sapmaları, sıcaklık, hava basıncı, tepki süresi için karşılık gelen kalibrasyon değerleri ile kalibrasyon tarihi ve saatini içerir ve tümü ilk kalibrasyonun referans değerlerine göre kaydedilir.
Polarografik sensörlerde, sensörün tamamı, elektrolit veya elektrolitli membran değiştirildiğinde her seferinde ilk kalibrasyonun yapılması gerekir.
Bu farklılıklar bir araya geldiğinde, sensör çıkışının sensörden sensöre küçük değişiklikler göstermesine yol açabilir. Bu nedenle her sensör, çıkış akımı ile oksijen konsantrasyonu arasındaki ilişkiyi tanımlayan kendine özgü bir karakteristik eğriye (eğim – slope) sahiptir. Yüksek ölçüm doğruluğunu koruyabilmek için transmiter çıkışının, sensörün sıfır akımına ve eğimine düzenli aralıklarla uyarlanması (kalibre edilmesi) gerekir.
Sensör Eğim (Slope) Kalibrasyonu
Eğim kalibrasyonu, oksijen konsantrasyonunun bilindiği su veya hava ortamında gerçekleştirilebilir.
Suda Kalibrasyon
Suda kalibrasyon genellikle %100 hava ile doygun su içinde yapılır; yani suyun hava ile dengede olması gerekir. Su ile hava arasındaki oksijen alışverişi normalde oldukça yavaştır. Doygunluk sürecini hızlandırmak için, küçük bir akvaryum pompası yardımıyla veya basınçlı hava tüpü kullanılarak suya hava verilebilir. Ancak hava girişinin su yüzeyinin çok altına yerleştirilmemesine ve hava hızının çok yüksek olmamasına dikkat edilmelidir; aksi takdirde hava, su sütunu tarafından sıkıştırılabilir ve kabarcık oluşumuna neden olabilir. Bu kabarcıklar, su içerisindeki oksijen kısmi basıncının, su yüzeyinin üzerindeki değerden daha yüksek olmasına yol açar.
Bir diğer gereklilik, kalibrasyon süreci boyunca su sıcaklığının mutlak olarak sabit olmasıdır. Su sıcaklığı, ortam sıcaklığındaki değişimlerden ve zorlanmış hava girişinin soğutma etkisinden etkilenebilir. Sıcaklığın stabilize edilmesi uzun bir süreç olabilir. Sonuç olarak, %1 ila %2’den daha iyi bir doğrulukla hava ile doygun su üretmek oldukça zordur.
Modern DO transmiterleri, küçük bir barometrik basınç sensörü içerir. Daha önce açıklandığı gibi, oksijen sensörü bir sıcaklık probu da içerir. Dolayısıyla basınç ve sıcaklık her zaman bilinir ve yazılım, membran geçirgenliği ve su çözünürlüğü için ortam basıncı ve sıcaklık kompanzasyonuna yönelik gerekli hesaplamaları otomatik olarak gerçekleştirir.
Polarografik sensörlerde, gerekli minimum akış hızının sağlanabilmesi için kalibrasyon suyunun karıştırılması gerekir ve suyun sıcaklık ve basınç koşulları, gerçek ölçüm sırasında karşılaşılması beklenen koşullara mümkün olduğunca yakın olmalıdır.
Havada Kalibrasyon
Su buharı ile doygun havanın elde edilmesi, hava ile doygun suya kıyasla daha kolay olduğundan, eğim kalibrasyonu havada yapılmalıdır. Daha önce açıklandığı gibi, oksijenin kısmi basıncı, su yüzeyinin hemen üzerindeki hava ile su yüzeyinin hemen altındaki ortamda aynıdır. Kısmen su ile doldurulmuş ve yaklaşık 15 dakika boyunca bekletilmiş bir su şişesi, %100 su buharı ile doygun hava sağlar. Oksijen sensör ucunun kuru tutulması önemlidir; çünkü membran üzerindeki yoğuşmuş su damlacıkları, membran üzerinden oksijen difüzyonunu etkileyebilir ve hatalı bir elektron akımına neden olabilir.
Kalibrasyon sırasında sıcaklık ve basınç gibi parametreler sabit kalmalıdır.
ArcAir® gibi modern DO ölçüm yazılımları ile birlikte, havadaki kalibrasyonun artık su buharı ile doygun hava ortamında yapılması gerekmez. Ortamın bağıl neminin yüzde cinsinden manuel olarak girilebildiği bir giriş mevcuttur. Kalibrasyon, %100 doygunluk indeksi olacak şekilde ayarlanır. Yazılım, ayarlanan bağıl nemdeki oksijenin kısmi basıncını hesaplar ve su buharına ait eksik kısmi basıncı ekler. Sonuç olarak, su yüzeyinin hemen üzerinde veya hemen altında %100 doygunluk indeksi gösterimi elde edilir. Ortam havasında yapılan ölçüm sonucu, su buharının eksik olması nedeniyle oksijenin kısmi basıncı daha yüksek olacağından, %100’ün üzerinde olacaktır.
Hamilton ArcAir® Yazılımı, kalibrasyon öncesinde nem değerinin girilmesine izin verir. Kısmen su buharı ile doygun havadaki oksijenin kısmi basıncı aşağıdaki şekilde hesaplanabilir:
P″O₂ = X O₂ × (Pair − h × Pwater)
Burada:
P″O₂ = kısmen su buharı ile doygun havadaki oksijenin kısmi basıncı (kPa)
X O₂ = havadaki oksijenin hacimsel oranı (0,2095)
P_air = toplam atmosfer basıncı (kPa)
P_water = su buharının kısmi basıncı (kPa)
h = bağıl nem (% / 100)
Örnek
20 °C sıcaklıkta, 101,3 kPa atmosfer basıncında ve %50 bağıl neme sahip ortam havasında bir DO ölçerin doygunluk indeksi göstergesi nedir?
Sulu çözeltilerde oksijen konsantrasyonu makalemizde belirtildiği üzere, eşit koşullar altında su buharı ile doygun havadaki oksijenin kısmi basıncı için hesaplanan değer 20,73 kPa’dır. Yüzdesel fark daha sonra aşağıdaki şekilde hesaplanabilir:
Tuzluluğun Etkisi
Hava ile doygun tatlı suda ve karşılaştırma amacıyla, aynı sıcaklık ve barometrik basınç koşulları altında hava ile doygun deniz suyunda bir Winkler titrasyonu yapılırsa, deniz suyundaki oksijen konsantrasyonunun (mg/L), tatlı sudakine kıyasla yaklaşık %20 daha düşük olduğu gözlemlenir. Aynı ölçümler bir Clark sensörü ile tekrarlandığında ise her iki ölçüm de aynı sonucu verecektir; çünkü membranla kaplı oksijen sensörü yalnızca oksijenin kısmi basıncına yanıt verir.
Aynı koşullar altında tatlı su ve deniz suyundaki oksijenin kısmi basıncı aynıdır; çünkü bu değer yalnızca su yüzeyinin üzerindeki hava tarafından belirlenir. Buradan, tuzlu suyun, hava/su ara yüzeyinde oksijenin kısmi basıncında denge sağlamak için daha az oksijene ihtiyaç duyduğu sonucu çıkar. Suyun tuz içeriği, oksijenin suda çözünürlüğünü azaltır ve Clark sensörü ile yapılan çözünmüş oksijen ölçümü bu durumu algılayamaz.
Clark sensörü ile doğru bir çözünmüş oksijen konsantrasyonu ölçümü, tuzlu suya özel hazırlanmış doygunluk oksijen tablolarına başvurulması halinde mümkündür. Bazı DO ölçüm yazılımları, deniz suyundaki doğru oksijen konsantrasyonunu hesaplayabilmek için Unesco tarafından sağlanan ve “oşinografik tablolar” olarak adlandırılan bu tabloları entegre eder.
Sulu çözeltilerde çözünmüş oksijen konsantrasyonu ölçümü sırasında tuzluluk düzeltmesi için genel geçer bir kılavuz sunmak mümkün değildir. Bu durum büyük ölçüde mevcut ölçüm sisteminin yeteneklerine bağlıdır; bu nedenle kullanım talimatlarına başvurulması gereklidir.
Bulanıklık, sıvıların veya saydam katı örneklerin optik bir özelliği olup, numunenin berraklığını veya bulanıklığını tanımlar. Geçmişte bulanıklık, insan gözüyle görsel karşılaştırma ölçeklerine göre ya da “tecrübe” ile ölçülürdü. Günümüzde ise endüstriyel bulanıklık ölçümü tamamen otomatik ve tekrarlanabilir şekilde yapılmaktadır – böylece insan kaynaklı hatalar ortadan kaldırılmıştır.
Sıvılardaki bulanıklık, sıvı içerisinde bulunan çözünmemiş küçük askıda partiküllerden kaynaklanır. Bu partiküllerle içerisinde bulundukları sıvının farklı kırılma indislerine sahip olmaları bulanıklık davranışını ortaya çıkarır. Kırılma indislerindeki bu fark, bulanık sıvıya düşen ışığın yansımasına, absorpsiyonuna ve saçılmasına neden olur. Parçacık konsantrasyonu arttıkça saçılan ışığın yoğunluğu artar ve belirli bir maksimuma ulaşır. Bu maksimum; kullanılan dalga boyuna, partikülün boyut ve şekline, kırılma indisine ve çözeltinin rengine bağlıdır.
Bulanıklığa Ne Sebep Olur?
Emülsiyon: Birbiriyle karışmayan iki sıvı (örneğin yağ ve su) küçük damlacıklar halinde karıştığında oluşur. (Süt buna tipik bir örnektir.)
Süspansiyon: Çok küçük katı partiküller bir sıvıya karıştığında (örneğin tuz çözünmeden suya eklendiğinde) oluşur. Ancak bu tür karışımlar genellikle hızlıca çökelir.
Eğer süspansiyon halindeki katılar sıvıda dengeli şekilde dağılmaya devam ederse, sabit bir bulanıklık ölçümü yapılabilir. Örneğin, berrak ve doğal elma suyundaki fark bu şekilde açıklanabilir.
Bulanıklık ölçümünde en kritik iki faktör şunlardır:
Işığın dalga boyu
Parçacıkların boyutu
Biyolojik uygulamalarda partikül boyutu genellikle 100–500 nm (kolloidler) ile 0,5–5 µm (hücreler) arasında değişir. Bulanıklık ölçümlerinde genellikle 700–1000 nm arası yakın kızılötesi (NIR) ışık kullanılır. Tarihsel alışkanlıklarda lab ölçümlerinde 600 nm civarı ölçümler yapılsa da doğru olan dalga boyu 700–1000 nm arasıdır. Bunun nedeni, renkli maddelerin etkisini elimine etmektir. Özellikle daha büyük partiküllerde, saçılan ışığın açısal dağılımı simetrik değildir; bu nedenle ölçüm açısı kritik öneme sahiptir.
Formazin konsantrasyonları
Bulanıklığın Tanımı ve Standartlar
Bulanıklık ölçüm yöntemlerini tanımlayan iki temel standart vardır:
EPA 180.1: Beyaz ışık (400–680 nm)
DIN EN ISO 27027: Kızılötesi ışık (780–900 nm, tipik olarak 860 nm)
Her iki standart da 90° saçılan ışık (nefelometri) ölçümünü esas alır. Ölçüm sonucunu etkileyen faktörler:
Optik yol uzunluğu
Partikül konsantrasyonu
Partikül boyutu
Ayrıca akan bir numunenin bulanıklığı, duran bir numuneden farklıdır. Akıştaki türbülanslar küçük hava kabarcıkları oluşturur ve bu da bulanıklığı artırır.
Parçacık Boyutu ve Saçılan Işık
Partikül boyutuna göre saçılan ışığın dağılımı farklılık gösterir. Bu nedenle modern bulanıklık sensörlerinde, küçük ve büyük partiküller için ek dedektör açıları (örn. 11°–30°) bulunur.
Bulanıklık sensörlerinin kalibrasyonu, yukarıda belirtilen standartlara göre Formazin çözeltileri ile yapılır.
EPA: NTU (Nephelometric Turbidity Units)
ISO: FNU (Formazin Nephelometric Units) ve FTU (Formazin Turbidity Units)
Geçiş ışığı için: FAU (Formazin Attenuation Units)
Formazin, hekzametilentetramin ve hidrazin sülfat arasındaki reaksiyonla elde edilen standart bir çözelti serisidir.
Endüstriyel Uygulama Örneği – Elma Suyu Filtrasyonu
Elma suyu üretiminde filtreleme adımının kontrolü için TF16-N sensörü kullanılabilir. Bu sensör, 730–970 nm NIR dalga boyu aralığında toplam absorpsiyon değerini ölçer.
Berrak elma suyu ile bulanık ham elma suyu kolayca ayırt edilebilir.
Filtrede bir hasar olduğunda, absorpsiyon değeri anında artar ve süreçteki problem hemen fark edilir.
Böylece hızlı bir şekilde düzeltici aksiyon alınabilir.
Elma suyu konsantresi
Saçılma Ölçümü – Açısal Bağımlılık
90° (yan saçılma) ölçümleri, 0,1–0,5 µm aralığındaki küçük partiküllere (ör. kolloidler) karşı en hassas yöntemdir. Bu yüzden bira ve içme suyu kalitesi ölçümlerinde yaygın olarak kullanılır.
0,5–5 µm boyutundaki daha büyük partiküller için düşük açılarda yapılan ölçümler daha uygundur. Teorik olarak en yüksek hassasiyet, 0°’ye en yakın açıda elde edilir. Ancak teknik sınırlamalar nedeniyle pratikte en düşük uygulanabilir açı 11°’dir.
Formazin (1–2 µm partikül boyutuna sahip standart) ile yapılan ölçümler, 11° saçılma ölçümünün 90° dahil olmak üzere daha yüksek açılardan daha hassas olduğunu açıkça göstermektedir.
Parçacık Boyutuna Bağlı Hassasiyet
Polistiren boncuklarla yapılan deneylerde 11° ölçümünün 90° ölçümüne kıyasla daha hassas olduğu görülmüştür. Bu fark, hücre boyutundaki daha büyük partiküller ölçüldüğünde daha da belirgindir. Ancak 0,2 µm’den küçük kolloidlerde 11° ölçümünün belirgin bir avantajı bulunmamaktadır.
Saçılma ve Absorpsiyona Dayalı Ölçümler
11° saçılma ölçümü: Düşük bulanıklık değerlerinde oldukça hassastır. Ancak orta-yüksek bulanıklık seviyelerinde çoklu saçılma nedeniyle sinyal doygunluğa ulaşır ve tersine dönebilir.
0° absorpsiyon ölçümü: Düşük bulanıklığa karşı duyarsızdır ama orta-yüksek konsantrasyonlarda lineer yanıt verir.
Dolayısıyla her iki yöntemin tek sensörde birleştirilmesi, hem yüksek hassasiyet hem de geniş dinamik aralık sağlar.
Saçılma Açıları
🔦 Absorpsiyon Ölçümleri – Işık Yolu ve Optikler
0° absorpsiyon ölçümü teknik olarak daha basittir ve özellikle orta-yüksek bulanıklık seviyelerinde etkilidir.
Işık yolu uzunluğu, beklenen bulanıklık seviyesine göre optimize edilebilir.
Yüksek bulanıklık için kısa yol uzunlukları kullanılır.
Standart optiklerle yapılan absorpsiyon ölçümleri, saçılan ışık nedeniyle lineerlikten sapabilir. Bu nedenle odaklanmış performans optikleri kullanıldığında daha yüksek duyarlılık, daha iyi lineerlik ve sensörler arası daha düşük değişkenlik elde edilir.
Endüstriyel tesislerde, yanıcı ya da patlayıcı maddelerin bulunduğu tank ve reaktörlerde, patlama riskini ortadan kaldırmak için en yaygın önlem “azot yastıklama” ya da teknik terimiyle “inertleme”dir. Bu yöntemin amacı, ortamdaki oksijen seviyesinin, belirli bir kritik eşik altına düşürülerek yanma veya patlama ihtimalini ortadan kaldırmaktır. Bu eşik değere sınırlayıcı oksijen konsantrasyonu (Limiting Oxygen Concentration (LOC)) denir. Yaygın olarak bilindiği gibi; bir yanmanın oluşabilmesi için gerekli üç temel bileşen vardır: yakıt, oksijen ve tutuşturucu kaynak. Buna “yanma üçgeni” de denir. Bu üçlüden herhangi biri ortamda bulunmazsa yanma gerçekleşmez. Endüstriyel proseslerde yakıt ve tutuşturucu kaynak çoğu zaman tamamen ortadan kaldırılamadığından, kontrol altına alınabilecek tek bileşen oksijen olur. Bu nedenle azot yastıklama uygulamalarında etkili sonuç alınabilmesi için oksijen seviyesinin sürekli izlenmesi kritik öneme sahiptir. Azot yastıklama ya da inertleme işlemi her zaman sadece iş güvenliği gerekçesi ile yapılmaz. Oksijen, kimyasal üretimlerde oksidasyona da neden olabildiği için ürün ya da hammaddelerin kalitesini de olumsuz olarak etkileyebilir. Bu nedenle bu gibi uygulamalarda oksijen seviyesi aslında aynı zamanda bir kalite parametresidir.
Sürekli oksijen ölçümünde en yaygın kullanılan yöntemler: elektrokimyasal, paramanyetik ve optik teknolojilerdir. Geleneksel online oksijen analizörleri genelde elektrokimyasal ya da paramanyetik prensiple çalışır. Geniş ölçüm aralığı (range) seçeneği, çoklu gaz ölçüm kabiliyeti gibi bazı avantajlara sahip olsa da bu analizörler, genellikle prosesten örnek alma prensibine dayanır ve çoğunlukla ATEX (alev sızdırmaz) özellikte olmaları gerekir. Bu durum, sistemlerin hem kurulumunu karmaşıklaştırmakta hem de toplam sahip olma maliyetini artırmaktadır. Harici örnekleme hatları, yüksek güvenlik gereksinimleri ve sürekli bakım ihtiyacı, bu sistemlerin özellikle azot yastıklama gibi hassas uygulamalarda yaygın olarak tercih edilmemesine yol açmaktadır. Bu nedenle uzun yıllardır birçok endüstriyel kullanıcı, gerçek zamanlı oksijen izlemek yerine, daha yüksek miktarda inert gaz kullanarak güvenliği sağlama yoluna gitmektedir; ancak bu yaklaşım hem verimsiz hem de maliyetlidir.
Optik oksijen sensörlerinde yaşanan teknolojik gelişmeler, bu durumu kökten değiştirmektedir. Bazı modellerde (örneğin Hamilton VisiFerm mA) ATEX sertifikasyonu standart olarak sunulmakta, entegre elektronik yapıları sayesinde bu sensörlerden doğrudan analog çıkış alınabilmektedir. Ayrıca, kimyasallara karşı yüksek dirençli malzemelerle üretilmeleri sayesinde solvent içeren zorlu proseslerde dahi güvenle kullanılabilmektedir. Doğrudan tanklara veya boru hatlarına entegre edilebilen prob tipi optik oksijen sensörleri, azot yastıklama uygulamalarında oksijen ölçümünde yeni bir paradigma sunmaktadır.
İNERTLEME (Inerting)
Yanma ve patlama riskini ortadan kaldırmak için gerçekleştirilen inertleme işlemi sırasında adından da anlaşılacağı gibi inert gazlar kullanılır. Inert kelimesi, Latince “iners” (hareketsiz, etkisiz) kökünden gelir. Günümüzde “reaksiyona girmeyen, kararlı” maddeler için kullanılır. Bu bağlamda inert gazlar, başka maddelerle kolay kolay kimyasal reaksiyona girmeyen gazlardır. Azot (N₂), karbondioksit (CO₂), argon (Ar) gibi gazlar bu sınıfa girer ve bu nedenle inertleme uygulamalarında yaygın olarak tercih edilir. Bu gazlar, kimyasal olarak tepkisiz oldukları için proses ortamındaki oksijenin yerini alarak yanma üçgeninden oksijen bileşenini ortadan kaldırır ya da etkisini azaltır. Azot, düşük maliyeti, yaygın bulunabilirliği ve yüksek saflıkta üretilebilmesi nedeniyle en çok tercih edilen inert gazdır. Argon, helyum, buhar veya baca gazları gibi diğer inert seçenekler ise özel uygulamalarda kullanılmaktadır. En yaygın inertleme yöntemleri şu şekildedir:
–Yastıklama (Blanketting): Tanktaki sıvının üst boşluğunda sürekli azot gibi bir inert gaz katmanı bulundurulur.
–Süpürme (Purging): Bir borudan ya da tanktan sürekli inert gaz geçirerek oksijeni uzaklaştırılır.
–Sıvı içerisine püskürtmek (sparging): Sıvı içerisine inert gaz, kabarcıklar halinde püskürtülerek oksijen uzaklaştırılır.
Sınırlayıcı oksijen konsantrasyon değeri (LOC) her proses için ayrı ayrı hesaplanması gereken deneysel bir değer olmakla birlikte uygulamada genel olarak oksijeni %5-8 aralığında tutmak en yaygın yöntemlerdendir. Örneğin metanolün atmosferik basınç ve sıcaklık koşullarında LOC değeri %8’dir.
Sürekli ölçüm, oksijen konsantrasyonunun limit değerlerin üstüne çıkmamasını sağladığı gibi aşırı inert gaz tüketiminin de önüne geçmektedir.
OPTİK OKSİJEN SENSÖRLERİ
Optik oksijen sensörleri, floresan sönümleme (quenching) prensibine göre çalışır. Sensör ucundaki oksijen moleküllerine özgül olan özel bir floresan boya (luminophore), belirli aralıklarla ışıkla uyarılır ve ortamda oksijen bulunup bulunmadığına göre farklı şekilde yanıt verir. Oksijen molekülleri bu boyanın enerjisini azaltarak yayılan ışığın süresini ve şiddetini değiştirir. Sensör, bu değişiklikleri hassas bir şekilde analiz ederek ortamdaki çözünmüş oksijen miktarını hesaplar. Bu yöntem, geleneksel elektro-kimyasal sensörlerin aksine, membran, katot veya elektrolit gerektirmez ve daha az bakım ihtiyacı ile uzun süreli, kararlı ölçüm imkânı sunar. Optik oksijen sensörleri hem gaz içerisinde oksijeni hem de sıvı içerisinde çözünmüş oksijen konsantrasyonunu ölçebildiği için yastıklama uygulamalarının tümünde kullanılabilmektedir. Sensör başlığında bulunan luminofor oksijene özgül olduğu için farklı gazlardan çapraz etkilenmeler olmamaktadır. Optik başlık istendiği zaman özel bir alet gerektirmeksizin değiştirilebilmektedir. Bu da bu teknolojinin işletme maliyetlerini düşüren unsurlardandır. Uzun yıllardır ilaç ve biyoteknoloji gibi farklı endüstrilerde kullanılagelen bu sensörlerin kimya endüstrisinde kullanılmaya başlanmasının asıl nedenleri malzeme teknolojilerindeki ilerlemelerdir. Optik başlığın ucundaki PTFE tabaka ve FFKM gibi yüksek korozyon dayanımı sağlayan sızdırmazlık elemanlarının bu sensörlere entegre edilmesi sayesinde solvent gibi kimyasal aşındırıcıların bulunduğu ortamlarda da bu sensörlerin kullanılabilmesi sağlanmıştır. Sensörler depo tankı ya da reaktörlerin üst boşluğuna, vent hatlarına ya da doğrudan sıvıya daldırılacak şekilde monte edilebilmektedir. Yeni nesil sensörler ATEX sertifikalarına sahip olduğu için ve analog çıkışları sensöre entegre olduğu için sensör verileri doğrudan SCADA, DCS, PLC, vb. izleme ve kontrol sistemlerine aktarılabilmektedir. Bu özellikleri sayesinde optik oksijen sensörleri, inertleme süreçlerine yeni bir yaklaşım getirmiştir.
A New Paradigm in Oxygen Measurement for Nitrogen Blanketing Processes: Optical Sensor Technology
ABSTRACT
In industrial facilities where tanks and reactors contain flammable or explosive substances, the most widely used safety precaution is “nitrogen blanketing,” or technically, “inerting.” The goal of this method is to reduce the oxygen concentration below a certain critical limit, thereby eliminating the risk of fire or explosion. This limit is called the Limiting Oxygen Concentration (LOC). As is well known, three basic components are required for a fire to occur: fuel, oxygen, and an ignition source. This is referred to as the “fire triangle.” If any of these three components is missing, fire cannot occur. Since in most industrial processes it is not feasible to completely eliminate fuel or ignition sources, oxygen becomes the only controllable factor. Therefore, continuous monitoring of oxygen levels is of critical importance for effective nitrogen blanketing. Additionally, inerting is not only performed for safety purposes. Because oxygen may also cause oxidation in chemical production processes, it can negatively affect the quality of products or raw materials. Thus, in such applications, oxygen concentration is also a quality parameter.
The most commonly used technologies for continuous oxygen measurement are electrochemical, paramagnetic, and optical methods. Conventional online oxygen analyzers generally operate on electrochemical or paramagnetic principles. While they offer advantages such as wide measurement range and multi-gas detection capability, they typically rely on sampling from the process and often require ATEX (explosion-proof) certification. This increases both installation complexity and total cost of ownership. External sampling lines, high safety requirements, and continuous maintenance needs have caused these systems to be rarely preferred, especially in sensitive applications such as nitrogen blanketing. As a result, for many years, industrial users have tended to use excessive amounts of inert gas instead of real-time oxygen monitoring to ensure safety. However, this approach is both inefficient and costly.
Technological advancements in optical oxygen sensors are transforming this situation. Some models (e.g., Hamilton VisiFerm mA) come with ATEX certification as standard and offer direct analog output thanks to their integrated electronics. Moreover, due to their construction with highly chemical-resistant materials, they can be safely used even in challenging processes involving solvents. Probe-type optical oxygen sensors, which can be directly integrated into tanks or pipelines, present a new paradigm for oxygen measurement in nitrogen blanketing applications.
In principle, the inerting process involves the use of inert gases to eliminate the risk of fire and explosion. The word “inert” comes from the Latin “iners” (inactive, ineffective). Today, it refers to substances that do not readily react with other substances. In this context, inert gases are those that do not easily react with other substances. Nitrogen (N₂), carbon dioxide (CO₂), and argon (Ar) are classified as inert gases and are therefore commonly used in inerting applications. These gases displace oxygen in the process environment due to their non-reactive nature, thereby removing or reducing the oxygen component of the fire triangle. Nitrogen is the most preferred inert gas due to its low cost, widespread availability, and ease of high-purity production. Other inert options such as argon, helium, steam, or flue gases are used in more specialized applications. The most common inerting methods are as follows:
Blanketing: Maintaining a constant layer of inert gas, such as nitrogen, in the headspace of the tank.
Purging: Continuously flowing inert gas through a pipe or tank to remove oxygen.
Sparging: Bubbling inert gas through a liquid to remove dissolved oxygen.
The LOC value is an experimental parameter that must be calculated separately for each process. However, in practice, maintaining oxygen between 5% and 8% is a common approach. For instance, the LOC for methanol under atmospheric pressure and temperature is 8%.
Continuous measurement ensures that the oxygen concentration does not exceed the critical limit and also prevents excessive inert gas consumption.
OPTICAL OXYGEN SENSORS
Optical oxygen sensors operate based on the principle of fluorescence quenching. A special fluorescent dye (luminophore) at the sensor tip, which is specific to oxygen molecules, is periodically excited by light and responds differently depending on the presence of oxygen. Oxygen molecules reduce the dye’s energy, altering the lntensity of the emitted light. The sensor analyzes these changes precisely to calculate the dissolved oxygen concentration in the environment. Unlike conventional electrochemical sensors, this method does not require a membrane, cathode, or electrolyte, and provides long-term, stable measurements with minimal maintenance.
Since optical oxygen sensors can measure both oxygen in gas phase and dissolved oxygen in liquid phase, they can be used in all types of inerting applications. The luminophore at the sensor tip is selective to oxygen, so there is no cross-interference from other gases. The optical cap can be replaced without the need for special tools, which contributes to lower operational costs. While these sensors have been widely used in industries such as pharmaceuticals and biotechnology for many years, their appication in the chemical industry has been enabled by advancements in material technology. The integration of PTFE layers and high corrosion-resistant sealing elements such as FFKM into the sensor structure allows their safe use even in environments containing aggressive chemicals like solvents.
Figure 2. Example Installation Points of Optical Oxygen Sensors on a Tank
These sensors can be mounted in the headspace of storage tanks or reactors, in vent lines, or directly immersed in liquids. With ATEX certification and integrated analog outputs, new-generation sensors can directly transmit data to SCADA, DCS, PLC, and other monitoring and control systems. These features position optical oxygen sensors as a new approach to inerting processes.
Kaynaklar
Britton, L. G., Clouthier, M. P., Harrison, B. K., & Rodgers, S. A. (2016). Limiting oxygen concentrations of gases. Process Safety Progress, 35(1), 107–114. https://doi.org/10.1002/prs.11806
Cunliffe, B. J. (2001). AVOIDING EXPLOSIONS BY MEANS OF INERTING SYSTEMS.
Eğer fiziksel bir değişkenin davranışı biliniyorsa, bu değişkenin değişimi uygun algılama yöntemleri ile izlenebilir. Bu izlemeyi sağlayan algılayıcılar bilindiği gibi sensör olarak adlandırılır 1.
Teoride proses otomasyonu ancak prosesin kendisi biliniyorsa ve proses davranışı zamana bağlı olarak tahmin edilebiliyorsa mümkündür 2. Sensörlerin de tam olarak sağladıkları budur.
Gerçek zamanlı bir ölçüm sensörü; ürün ve süreç kalitesinin anlaşılmasını sağlar. Bu sayede ileri proses kontrol stratejileri oluşturulabilir. Zamana bağlı ölçümler yapılabildiği için de ortalama ürün kalitesi tanımlanabilir3. Gerçek zamanlı ölçüm aynı zamanda üretim proseslerinin dijitalleşebilmesi için öenmli bir araçtır.
Polimerler, monomer adı verilen kovalent kimyasal bağlarla bağlanmış tekrar eden birimlerden oluşan yüksek moleküler ağırlıklı moleküllerdir. Polimerizasyon reaksiyonları genelde başlangıçta monomerlerden oluşur ve ortam düşük viskoziteye sahiptir. Katalist eklenmesiyle ve/veya ısı ile polimerizasyon prosesi başlar ve viskozite zamanla artar. Viskozite ile polimerin molekül ağırlığı arasında doğrudan bir ilişki vardır. Bir başka ifadeyle viskozite molekül ağırlığını takip etmek için bir dolaylı parametredir. Bu bağlamda polimerizasyon içeren polimer üretimlerinde ya da polimerlerin herhangi bir aşamada kullanıldığı proseslerde viskozite üretim takibi için kritik kalite kontrol parametrelerindendir. Polimerizasyon süreçlerinde başlangıç ve bitiş noktasının belirlenmesi genelde viskozitenin ve asit sayısının “off-line” takibi ile gerçekleştirilmektedir. Yaygın olan uygulamada bu izleme süreci, manuel olarak alınan örneklerde titrasyon ve Ford/DIN Cup ya da dijital masaüstü tip cihazlarla viskozite ölçümü ile yapılır. Özellikle reaksiyonun bitiş noktasını tespit edip polimerizasyonu doğru noktada durdurmak için örnek alma sıklığı çok artar. Üretim takibi zahmetli, maliyetli ve operatör hatalarına açık bir hale gelir. Bu noktada gerçekleştirilecek bir hata, viskozitenin jelleşmeye hatta katılaşmaya kadar gidecek derecede çok artması, kabul kriterlerinin altında olacak şekilde düşük viskoziteli bir ürün elde edilmesi gibi geri-dönüşlü olmayan sonuçlar doğurabilir. Bunun ötesinde, beçler arası ürün kalitesinde ciddi farklar oluşması ve uygunsuzluk nedeniyle ürün kayıplarının oluşması ekonomik kayıplara neden olmaktadır. Bu nedenle aslında ortalama 50 yıllık bir teknoloji olan proses viskozimetreleri ile tanklara ya da sirkülasyon/besleme hattı gibi noktalarda sürekli viskozite ölçümü gerçekleştirilmesi her geçen gün yaygınlaşmaktadır. Ayrıca nispeten daha yeni teknolojiler olan proses spektrometreleri ile asit sayısı ya da renk parametresinin inline olarak takip edilmesi mümkün hale gelmektedir. Bu sayede minimum numune ihtiyacı ve minimun kayıp ile yatırımın geri dönüşü hızlı olmaktadır.
Polimerizasyon ve viskozite arasındaki ilişkiyi konu alan yukarıda bahsettiğimiz ve sık karşılaşılan senaryolar aslında uzun yıllardır birçok endüstride birçok farklı kritik kontrol parametresi ve farklı ürünler için benzer şekilde ve benzer olumsuz sonuçlarla gerçekleşmektedir. Bu durum endüstrilerde paradigma değişikliğine neden olmuştur. Bunlardan birisi bitmiş üründe kalite-kontrol sağlamak yerine “tasarımla kalite” yaklaşımıdır. “Tasarımla kalite” kimyasal üretim proseslerini de kapsayan tüm üretimleri ilgilendiren yeni bir paradigmadır. Özetle “kalite-kontrol son üründe yapılmaz, ürün kaliteli üretilir” şeklinde tanımlanabilecek bu yaklaşım kalite-kontrolün prosesin her yerinde ve henüz tasarım aşamasında tesis edilmesini hedeflemektedir. Bu hedefin gerçekleşmesi için proses aşamasında önemli parametrelerin sürekli takip edilmesi ve gerektiğinde kontrol senaryolarının işletilmesi gerekir. Proses analitik teknolojisi (PAT) tam da bu amacı mümkün kılan araçları içeren teknolojidir. PAT geleneksel laboratuvar analizleriyle, proses otomasyon sistemleri arasında köprü kurar. Ayrıca üretimler devam ederken sürekli ve hızlı proses takibini en önemlisi de hızlı kontrol müdahalelerini gerçekleştirmeyi sağlar. PAT teknolojisi bileşenleri PAT araçları olarak adlandırılır.
FDA’ya göre PAT son ürün kalitesini temin edebilmek için hammaddelerin, proses girdilerinin ve çıkıtılarının ayrıca prosesin kendisinin kritik kalite parametrelerinin off-line ya da at-line analizler yerine in-line, on-line ya da temassız olarak zamana bağlı analiz etmenin bir yoludur 4.
Aslında proses analitiği ile ilgili çalışmaları ilk gündeme getiren FDA olmamıştır. Proses analitiği aslında 1950’lerden beri petrol ve petrokimya endüstrisinde kullanılmaktadır. Ancak ilaç, gıda ve kimya gibi endüstrilerin ortaya çıkan ihtiyaçları ve analitik teknolojilerdeki gelişmelerle beraber proses analitik kimyasının ortaya çıkmasıyla konu adeta reenkarnasyona uğramıştır 5.
Kavramsal olarak ilk çalışmalar 1980’lerin başında proses analitik kimyası (PAC) konseptinde Washington Üniversitesi’nde Bruce Kowalski önderliğinde bir ekip tarafından başlatılmıştır. Kowalski’nin başkanlığında 1984 yılında endüstri temsilcilerinin de içinde bulunduğu bir konsorsiyum olan Proses Analitik Kimyası Merkezi (Center of Process Analytical Chemistry- CPAC) kurulmuştur. Bu merkez öncelikle halihazırda gerçek zamanlı analizlerin kullanıcısı olan tesislerle ortak çalışmalara odaklanmış, mevcut verilerin analizi ve “kemometri yaklaşımı ile verilerin değerlendirmesi” konusunda çalışmalar yapmışlardır. Bu tesislerden birisi Dow Kimya Şirketi’dir. Dow’da gerçekleştirilen örnek uygulamalar hammaddelerin NIR ile analizi ve proses sırasında değişken sıcaklıklarda kostik ve tuzun miktarının kemometri yaklaşımı ile tespit edilmesi gibi çalışmalardır 6. Kimya endüstrisinde kullanılan analizörler genel olarak spektroskopi temelli olup yakın kızılötesi spektroskopisi NIR (near infrared) ile Nükleer manyetik rezonans (NMR), Raman spektroskopisi, Fourier dönüşümü kızılötesi spektroskopi (FTIR) gibi örneklerdir. Yalnızca verimlilik ve ürün kalitesi optimizasyonu değil proses modelleme ve istatiksel yaklaşımlar da yapan sistemler kullanılmıştır. Yaygın olarak kullanılan istatistiksel yaklaşımlardan birisi “kısmi en küçük kare yöntemi (Partial Least Square-PLS)” olmuştur 7.
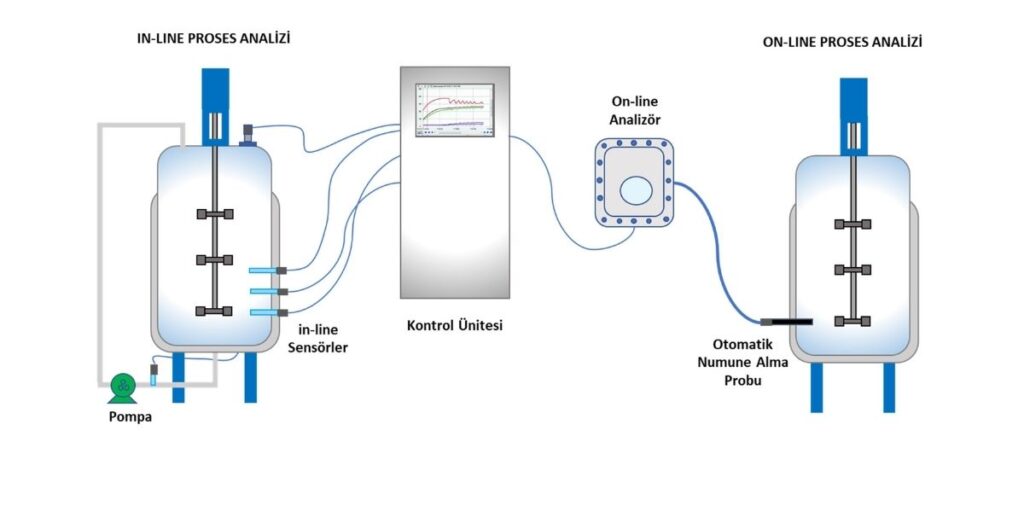
Kowalski ve ark. çalışmalarında off-line, at-line, on-line, non-invasive gibi proses analiz tiplerinin tanımlarını yapmış günümüzde dahi karıştırılan kavramların terminolojisine katkı sağlamışlardır 8. Proseslerde analiz tipleri şu şekilde tanımlanabilir (Şekil 1):
Şekil 1. In-line ve On-line proses analiz tiplerinin karşılaştırılması
Off-line analiz: Prosesten genelde elle alınan örneğin laboratuvara götürülüp analiz edildiği tiptir.
At-line analiz: off-line işlemin üretim sahasında üretim hattının hemen yakınında yapılan analizdir.
On-line analiz: Numunenin otomatik olarak bir by-pass hattında bir vana ile ya da numune alıcı bir sistem ile prosesten alındığı ve analizöre beslendiği analiz tipine verilen isimdir.
In-line Analiz: Numunenin proses dışına çıkmadan, prosesin içinde yapıldığı analiz tipidir. Genelde bir örnek alma işlemi gerçekleşmez prosese daldırılan prob, sensör aracılığıyla ya da akış hücresi ile ölçüm gerçekleşir. PAT süreci on-line ve in-line analiz tiplerini kullanarak PAT araçları ile gerçekleştirilir. PAT araçlarının kullanımının amaçları: üretim döngü süresin kısaltmak, kalite olarak reddedilme nedeniyle ürün imhasını engellemek, gerçek zamanlı veri sağlamak, otomasyonu arttırmak, malzeme ve enerji tasarrufu sağlamak, sürekli üretimi kolaylaştırmak, vb. olarak sayılabilir 9.
Esasında PAT, geçmişteki terminolojide Proses Analitik Kimyası (PAC) olarak adlandırılan kavramdan biraz farklıdır. PAT aslında sadece bir analiz değil analizin ötesinde bir kavramdır. Sadece laboratuvarda off-line olarak yapılan bir analizi at-line, on-line ya da in-line’a taşımak mutlaka PAT değildir. 10. Örneğin; HPLC ile laboratuvarda son üründe off-line olarak analiz edilen bir parametrenin sadece on-line NIR spektroskopisi analizi ile değiştirilmesinin ilk bakışta bir PAT aksiyonu olduğu izlenimi olabilir. Ancak bu yanlış olur. Çünkü bu durumda hala süreç analiz edilmeyecek sadece son ürün analizine devam edilmiş olacaktır. PAT felsefesini ve arka planına göre; bir on-line analizörden alınan veriler incelendiğinde ürün kalitesiyle ilgili çıkarımlarda bulunulabilecek sonuçlar alınabilmelidir. Böylelikle hedeflenen son ürün kalitesini sağlamak için prosese erken bir aşamada müdahale etme imkânı sağlanır. Örneğin bir kimyasal harmanlama prosesinde yeni bir in-line NIR analizör kullanılmaya başlanacak ve bu analizör; işlemi önceden sabitlenmiş bir süre boyunca karıştırmak yerine, karışım homojen hale gelene kadar harmanlanmasını sağlayacak ve bu süreç NIR tarafından gerçek zamanlı olarak izlenecektir. Bu yöntem ile mevcutta yalnızca bitmiş ürünün kalitesinin belirlendiği bir süreç yerine gerektiğinde düzeltici eylemi üstlenebildiği bir yenilik olacaktır. Öte yandan bu analizörün amacı, süreci yalnızca doğru kalite ile sonuçlanabileceği şekilde kontrol etmek ve izlemektir. Dolayısıyla bu örnek “kalite ürünler üzerinde test edilemez; yerleşik olmalı veya tasarım gereği olmalıdır” durumunu karşılamaktadır. 11,12
PROSES VİSKOZİMETRELERİ
Endüstride üretimi ve kullanımı yaygın olarak gerçekleştirilen polimerler: fenolik reçineler gibi yapıştırıcılar, poliüretan tipleri, yaş mukavemet kimyasalları gibi kağıt kimyasalları, tekstil endüstrisinde kullanılan haşıl ve oluklu mukavva endüstrisinde kullanılan tutkal gibi nişasta bazlı polimerler, alkid reçineler, boyalar ve boya hammaddeleri, PE, PP, vb olarak sayılabilir. Bu proseslerde viskozite en önemli kritik kalite kontrol parametrelerindendir ve in-line ölçüm yaygınlaşmaktadır.
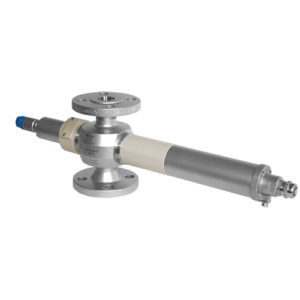
Proses viskozimetresi tipleri Döner tip, titreşimli tip, kılcal tip vb. laboratuvar cihazlarına benzer şekilde sınıflandırılmakatadır. Ancak proseste çoğu zaman zorlu koşullarda sürekli çalışacakları için ilk koşul yüksek başınç, yüksek sıcaklık gibi zorlu ve değişken proses koşullarında çalışabilme, aşınma ve korozyona karşı dayanım, kabarcık ve katı partiküllerden minimum etkilenme gibi özellikler kullanılacak viskozimetrenin model ve prensip seçimininde önemli unsurlardır. Söz konusu viskozite olunca önemsenmesi gereken diğer karakteristik ise çalışılacak akışkanın reolojisidir. Çünkü polimerler genelde non-newtonian ve yaygın olarak da psödoplastik karakterdedir. Bunun 2 önemli anlamı vardır. İlki proseste ölçülen viskozite değerleri ile laboratuvarda ölçülen değerler aynı mertebede olmayacağıdır. Diğeri ise yanlış viskozimetre kullanımında prosesteki shear etkileri mesela karıştırıcı hızı/ pompa debisi değiştiğinde viskozite değişecektir.
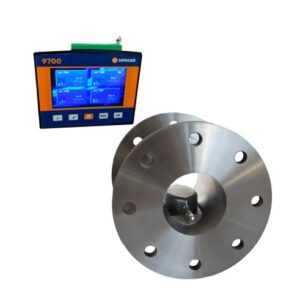
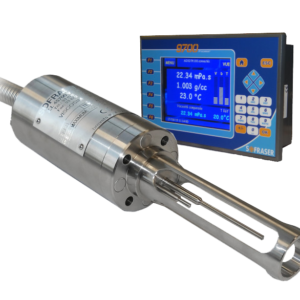
Bu nedenle non-newtonian bir akışkan ile çalışıldığında high-shear tip olarak ifade edilen kendi kayma hızını yüksek bir şekilde kendisi üreten viskozimetreler in kullanımı tavsiye edilmektedir. Mesela titreşimli tip bir high-shear viskozimetre 200 s-1 titreşim frekansının üstünde shear sağlayabilmektedir13. Bu da proses etkilerinin ölçülen viskoziteye etkisini minimumda tutmaktadır. Ayrıca bilindiği gibi psödoplastik akışkanlara uygulanan kayma hızı oldukça arttırılırsa akışkan newtonian akışkanı taklit eden bir davranış sergiler ve kayma-hızı daha fazla arttırılırsa bile viskozite artmaz. Bu nedenle yüksek kayma-hızlı viskozimetreler bu akışkanlarda daha kararlı ve en önemlisi daha yüksek tekrarlanabilirlikte ölçümler sağlar. Proses viskozimetreleri çeşitli montaj flanşlarıyla tank gövdesi veya boru hatlarına uygun noktalara monte edilerek kullanılmaktadırlar. Bir kablo ile sensör elektronik konvertör kısımlar ile bağlanmaktadır. Bu konvertörler genelde hem viskozite indikatörü hem de sinyalin aktarımını sağlayan transmitter görevi görmektedir. Şekilde bir proses viskozimetresinin montajı temsili olarak gösterilmiştir14.
PROSES SPEKTROMETRELERİ
Spektroskopi, elektromanyetik dalgalar ile analit arasındaki ilişkinin dalgaboyunun bir fonksiyonu olarak ifadesidir. Temel olarak atomik ve moleküler spektroskopi olarak sınıflandırılabilmektedir. Ancak inline proses spektroskopisi genel olarak elektromanyetik dalgaların moleküler bağlar ile ilişkisini tanımlayan moleküler spektroskopi ile ağırlıklı olarak ilgilenmektedir. Madde ile ışık etkileştiğinde 3 farklı etki ortaya çıkar bunlar: absorpsiyon, emisyon ya da saçılmadır.
Bu etkileşimler farklı dalgaboylarında farklı spektroskopik yöntemler kullanılarak tespit edilebilir 15. Bu yöntemler içerisinde kimyasal proseslerde ve özellikle polimer üretim proseslerinde yakın kızılötesi (Near Infrared-NIR), ultraviyole-görünür ışık bölgesi (UV-Vis) spektrometresi en yaygın olarak kullanılan in-line proses spektrometrelerine örnektir.16,17
Her spektroskopik teknik farklı moleküllerin analizi ile ilişkilidir. Örneğin UV-VIS spektroskopisi ultraviyole ve görünür ışığı 200-780 nm dalgaboyu aralığında kullanırken, NIR spektroskopisi NIR ışık ve 800-2500 nm dalga boyu aralığında çalışan yöntemlerdir. Proses spektrometreleri temel olarak Beer-Lambert yasasına bağlı olarak çalışır. Bu yasa ile ışığı soğuran molekülün sıvı içerisindeki konsantrasyonu ile birlikte ışık ve dedektör arasındaki optik yolun ve ışığın soğurulması arasındaki ilişkiyi ifade etmektedir. Bu ilişki sayesinde ışığın absorpsiyonu ölçülerek analitin konsantrasyonu tespit edilebilmektedir18.In-line proses spektrometreleri genelde üzerlerinde lamba ve dedektör modülleri içeren bir set olarak boru ile aynı çapta olan bir sensör gövdesi biçiminde ya da bir çubuk geometrisinde olan bir prob biçiminde üretilmekte ve kullanılmaktadır. Işık kaynağı olan lamba modül ile dedektör modül arasındaki optik yol sabit ve ölçüm aralığına uygun olarak üretildiği için Beer-Lambert yasasına göre aynı analit için ışığın absorpsiyonu doğrudan analitin sıvı içerisindeki konsantrasyonu ile lineer bir ilişkide olmaktadır. İlgili konsantrasyon konsantrasyon birimi (CU) ya da absorpsiyon birimi (AU) şeklinde ortalama 0-5 aralığında takip edilebilmektedir. Bu ham veri görünür bölgede ise Lovibond, Saybolt ve benzeri renk birim sistemlerine dönüştürülebilmektedir ya da NIR bölgede ftu, ppm gibi türbidite birimlerine matematiksel olarak dönüştürülebilmektedir. Proses spektrometreleri polimerizasyon reaksiyonlarında hidroksil ya da asit sayısı takibinde kullanılabilmektedir. Mesela viskozite artarken asid sayısının azaldığı bir polimerizasyon düşünelim. Reaktöre monte edilen proses viskozimetresi ile viskozite artışını proses spektormetresi ile de asit sayısı takip edilebilmektedir. Çünkü, 1200 ve 1700 nm’lerdeki C-H bölgesindeki piklerde çok değişim beklenmez iken 1410 nm’lerdeki -OH bölgesinde güçlü bir pik gözlemlenmesi beklenir. Bu durum yüksek hidroksil sayısı, düşük asid sayısı demektir. 1410 nm dolaylarındaki pik takip edilerek asit sayısı değişimi takip edilebilir, kemometrik olarak bu değer asit sayısı işçin nümerik olarak da ifade edilebilir.
Polimer üretim süreçlerinde ve tesislerinde PAT kullanımı sadece polimerizasyon aşamasında değildir. Mesela poliüretan ve ilgili hammadde üretim proseslerinde DNT ya da TDA gibi toksik olma özelliği olan analitlerin kondensata ya da ısı değiştirici sistemlere sızıntısı ya da kaçağı da tespit edilebilir. Toluen içeriği olan bu aromatik türevi analitler UV absorbiyon ile inline olarak ölçülebilmektedir. Bunun haricinde separasyon/filtrasyon gibi ayırma işlemlerinde ünite çıkışlarında ve girişlerinde NIR ve UV/VIS spektroskopi ile konsantrasyon/renk ya da bulanıklık ölçülerek separasyon kontrolü gerçekleştirilebilmektedir.
Özet olarak, polimer endüstrisi gıdadan ambalaja kadar birçok endüstriye hitap ettiği için dünya nüfusu ile paralel olarak büyümektedir. Bu nedenle sınırlı hammaddelerin verimli kullanımı ihtiyacı ortaya çıkmaktadır. Bu, ancak verimlilik artışı ile sağlanabilecektir. Bu konuda dijitalleşmenin insan hatalarını ve kayıpları azaltacak şekilde kurgulanması süreçlerin dolayısı ile ürünlerin kalitesini ve verimi arttıracaktır. Bu konulara yapılacak yatırımlar ve PAT konusunda yapılacak modernizasyonlar hızlı geri dönüş sağlayacak yatırımlar olacaktır.
REFERANSLAR
1. John G. Webster, H. E. Measurement, Instrumentation, and Sensors Handbook, Second Edition: Spatial, Mechanical, Thermal, and Radiation Measurement: John G. Webster, Halit Eren. (2014).
2. Beyeler, W., DaPra, E. & Schneider, K. Automation of industrial bioprocesses. Adv. Biochem. Eng. Biotechnol.70, 139–164 (2000).
3. Low, D. & Menezes, J. C. PAT Applied in Biopharmaceutical Process Development And Manufacturing. vol. 33 (CRC Press, 2011).
4. FDA. Guidance for Industry PAT: A Framework for Innovative Pharmaceutical Development, Manufacuring, and Quality Assurance. FDA official document http://www.fda.gov/cvm/guidance/published.html (2004) doi:http://www.fda.gov/CDER/guidance/6419fnl.pdf.
5. McLennan, F. & Kowalski, B. R. Process Analytical Chemistry. (Springer Netherlands, 1995).
6. Pell, R. J., Beth, M., Beebe, K. R. & Koch, M. V. Process analytical chemistry and chemometrics , Bruce Kowalski ’ s legacy at The Dow Chemical Company. 321–331 (2014) doi:10.1002/cem.2535.
7. Rathore, A. S., Bhambure, R. & Ghare, V. Process analytical technology (PAT) for biopharmaceutical products. Anal. Bioanal. Chem.398, 137–154 (2010).
8. Callis, J. B., Illman, D. L. & Kowalski, B. R. Process Analytical. 59, (1987).
9. Mandenius, C. F. & Gustavsson, R. Mini-review: Soft sensors as means for PAT in the manufacture of bio-therapeutics. J. Chem. Technol. Biotechnol.90, 215–227 (2015).
10. Workman, J., Koch, M. & Veitkamp, D. J. Process analytical chemistry. Anal. Chem.75, 2859–2876 (2003).
11. Hinz, D. C. Process analytical technologies in the pharmaceutical industry: The FDA’s PAT initiative. Anal. Bioanal. Chem.384, 1036–1042 (2006).
12. Read, E. K. et al. Process analytical technology (PAT) for biopharmaceutical products: Part I. Concepts and applications. Biotechnology and Bioengineering vol. 105 276–284 (2010).
13. MIVI, the versatile direct insertion viscometer and density-meter – Sofraser. https://www.sofraser.com/products/mivi-viscometer/.
14. Proses Viskozimetresi – Proses Analitik Teknolojiler. http://prosesviskozimetresi.com/.
15. Claßen, J., Aupert, F., Reardon, K. F., Solle, D. & Scheper, T. Spectroscopic sensors for in-line bioprocess monitoring in research and pharmaceutical industrial application. Anal. Bioanal. Chem.409, 651–666 (2017).
16. Bakeev, K. A. Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical Industries: Second Edition. Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical Industries: Second Edition (John Wiley & Sons, Ltd, 2010). doi:10.1002/9780470689592.
17. Chemical Process Control Solutions. https://www.optek.com/en/chemical/applications.asp.
18. Bruder, S., Reifenrath, M., Thomik, T., Boles, E. & Herzog, K. Parallelised online biomass monitoring in shake flasks enables efficient strain and carbon source dependent growth characterisation of Saccharomyces cerevisiae. Microb. Cell Fact.15, 127 (2016).
Gökyüzü bize fotometriyi anlamak için yardımcı olabilir mi?
Fotometrik ölçümler, spektrofotometreler ile laboratuvarlar da off-line analizlerin yaygın kullanılan araçlarındandır. Son yıllarda teknolojik gelişmeler ve proses analitik teknolojisi (PAT) yaklaşımın yaygınlaşması ile birlikte endüstrinin birçok alanında in-line fotometrik analizörler de çalışma alanlarını genişletmiş, hızlı cevap süreleri sayesinde ve off-line ölçümlerin çeşitli zorluklarını elimine ettikleri için yatırımlara eklenen araçlar haline gelmiştir. Yani artık doğrudan borularda ya da tanklarda ölçüm yapabilmektedir ve bu ölçümü numune almaksızın gerçekleştirir.
Güneş ışığı sabahları biraz sarı olarak görünür. Öğlen olduğunda gökyüzü maviliğe bürünür ve günbatımında da eşşiz kırmızılıkta bir manzara ile karşılaşılır. Bu durum ışığın spektral dağılımını mükemmel bir şekilde tanımlar. Çünkü ışık bilindiği gibi farklı dalga boylarına sahip birkaç renkten oluşur. Atmosferdeki partiküller ve moleküller, boyutlarına bağlı olarak bu ışığı saçılıma uğratır. Örneğin su damlacıkları veya buz kristalleri gibi görece daha büyük partiküller ışığı yansıtır ve beyaz olarak gürünür. Daha küçük parçacıklar ise daha başıboş bir ışık üretir ve mesela kısa dalga boylu mavi renk gökyüzünde kırmızı ışıktan daha fazla yayılmıştır. Bu sebeple gökyüzü öğle saatlerinde mavi görünür, ancak günbatımında daha uzun dalga boyu nedeniyle kırmızıya dönüşür. İşte fotometrilerin temelinde bu fiziksel olgular vardır.
Bununla birlikte, ışığın spektral davranışı renkleri ve partikülleri tanımlamak için mükemmel bir şekilde kullanılabilir. Optek sensörler bunu yapar (www.optek.com). Belirli bir ışık kaynağının ışık demeti numuneden geçer ve dedektörler geçen ışığı örneğin doğrudan 0°’de ya da 11° veya 90°’lik açılarla saçılan ışığı ölçer. Sonuç her zaman bir numuneden geçen ışık yoğunluğudur. Tanımlanmış standartlar kullanılarak gerçekleştirilen kalibrasyonlar ile bu sonuç kalitatif ve kantitatif analziler için kullanılabilir. Seçilen dalga boyları değiştirilerek ve kullanılan farklı ölçüm teknikleri ile farklı analiz yöntemleri gerçekleştirilir. Bunu fotometrik analizörlerle borularda, tanklarda ve reaktörlerde yerinde ölçüm vasıtasıyla yapabiliyor olmak kuşkusuz birçok avantajı beraberinde getirmekte ve bu konuda yapılan yatırımlar geri dönüşleri çok hızlıdır.
Lampert-Beer Yasası
Aslında fotometrik ölçümlerin arka planında yatan prensip “Lampert-Beer Yasası”dır. Bu yasaya göre monokromatik yani tek bir dalga boyuna sahip bir ışık bir maddenin belli bir konsantrasyonundaki ve “d” kalınlığındaki bir çözeltinin içinden geçerken; geçen ışık miktarı, çözeltikonsantrasyonu ve ışığın katettiği yol (d mesafesi) arasında logaritmik olarak ters, absorlanan ışık miktarı ile doğru orantılı bir ilişki vardır (Laboratuvarlarda genelde kullanılan ölçüm küvetlerinin 1 cm ölçüsünde olması tesadüf değildir).
“Lambert-Beer‘s-Law”:
Io: Çözelti öncesi ışık yoğunluğu.
I : d kalınlığındaki çözeltiden geçtikten sonraki ışık yoğunluğu
Lampbert-Beer yasası konusunda bir prosesçi, bakımcı ya da proses analizörü yaklaşımıyla bu yasadan anlamamız gereken; bilinen ya da sabit optik yolda (mesela lamba ve dedektör içeren bir bor gövdesinde) absorpsiyonu ölçebilirsek konsantrasyonu da sürekli olarak takip edebiliyor olmamızdır.
In-line fotometrik analizler konusunda söylemek gereken bir diğer husus ise optik bir ölçüm olduğu için sıcaklık ya da basınç gibi bir kompanzasyon ihtiyacı olmaması. Çünkü Bernoulli ya da başka bir yasaya bağlı olarak bir ölçüm ya da hesaplama yapmamakta gerçek zamanlı bir ölçüm yapılmaktadır.
Kimyasal maddeleri içeren bir numune, örneğin 200 ila 700 nm dalga boyunda bir ışık enerjisi kaynağına yerleştirildiğinde moleküller belirli bir dalga boylarında belirli ışığı emer. Bunun sonucunda yandaki gibi bir spektrum elde edilebilir. Bu spektrumlar parmak izi gibi spesifik olarak nitelendirilebilirler. Bu spektrumlar örneğin renk, konsantrasyon, yapısal değişiklikler ve bulanıklık gibi birçok parametrenin analiz edilmesinde kullanılabilir. Bu analiz, laboratuvar tipi cihazlarda küvetlere ışık gönderilip karşılıklı emilimi ölçülerek gerçekleştirilirken, in-line fotometrik analizörlerde ışık kaynağı ve dedektör içeren sensör gövdesi ya da probların üretim hatlarına doğrudan montajı ile gerçekleştirilir.
Lubrikant ve hidrolik akışkanların viskozite indeks (VI) kontrolü petrol endüstrisinde birçok üretim prosesinin önemli bir basamağıdır.
Viskozite, çok sayıda endüstride üretim kalite standardı olarak kullanılan bir parametredir. Yağ ve akaryakıt viskozitesi söz konusu olduğunda hangi sıcaklıkta ölçüm yapıldığını bilmek daha da önemlidir.
Viskozite indeksi sıcaklığın kinematik viskoziteye etkisini ifade eden ve bu etkiyi nümerik olarak ifade edebilmek için standardize edilmiş boyutsuz bir değerdir. Viskozite indeksi ile sıcaklığın viskoizteye etkisi arasında ters bir orantı vardır. Yani viskozite indeksi büyük olan bir akışkanın viskozitesi sıcaklığa bağlı olarak daha az değişmektedir. Bu duruma örnek olarak ham petrolden elde edilen parafinik bazlı yağları ve naftanik bazlı yağları verebiliriz. Parafinik yağların viskozite indeksi yüksek yani “VI>95” iken, naftanik yağların viskozite indeksi düşük ve “VI = 40–80″dir. Günlük yaşantımızda mumları düşünürseniz bu etkiyi hayal etmenize yardımcı olabilir.
Viskozite indeksi nasıl hesaplanır?
Viskozite indeksi hesaplama yöntemi ASTM D2270’te tanımlanmıştır. Viskozite indeksinde 37.8°C (100°F) ve 98.9°C (210°F) olmak üzere 2 referans sıcaklık temel alınır. Üretim prosesi sırasında viskozite indeksini ölçmek ve hesaplamak büyük bir zorluktur. Çünkü proses sıcaklığı büük ihtimal ile farklı bir sıcaklıkta olmasına rağmen viskozite bu iki referans sıcaklıkta ölçülmesi gerekir. Analizörler, referans sıcaklıkta yağ ve yağlayıcı türevlerinin viskozitesinin ölçülmesi konusunda bu aşamada devreye girer ve standart proses viskozimetrelerine karşı bu konuda üstünlüklere sahiptir.
2 tip viskozite analizörü vardır:
Kapiler Analizörler:
Sistem içerisinde bir pompa kullanılır ve dinamik viskozite ölçümü gerçekleştirilir. Ancak D445 standartına doğrudan karşılayan bir sistem değildir, çünkü sistem kinematik viskozitenin hesabı için harici bir yoğunluk ölçere de ihtiyaç duyar. Bunun yanısıra viskozite indeksini belirleyebilmek için sistem her biri farklı referans sıcaklık için 2 ayrı analizör gereklidir.